通过上期的研究,我们对塑料电镀工艺中的粗化工艺已有了一定的了解。而一直以来人们都把材料配方设计和电镀工艺认为是影响塑料电镀性能的两大关键因素,鲜有人关注材料注塑工艺对电镀性能的影响。本期我们主要就注塑工艺对PC/ABS粗化性能和镀层结合力的影响进行探讨。 首先我们一起看看注塑温度对PC/ABS合金粗化性能和镀层结合力的影响。图1是在保持相同的注塑速度、压力(中速中压)和模温(80℃)的条件下,使用不同温度注塑,并经相同条件粗化后试样的SEM照片。如图所示,注塑温度为230℃时,粗化试样表面的孔洞不均匀,而注塑温度达250℃后,试样表面的孔洞更为均匀。这是由于注塑温度太低,PC/ABS合金的流动性太差,所得试样内应力大,在粗化过程中其应力释放,从而导致试样刻蚀不均。这一现象与图2所示的不同温度对应的试样镀层结合力的变化趋势是一致的。 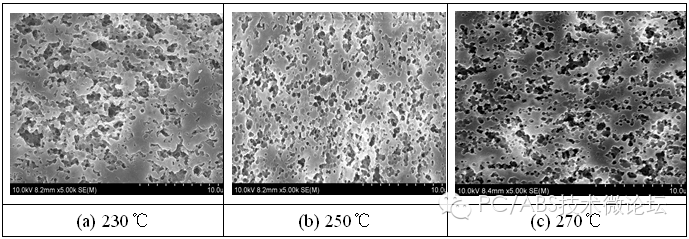
图1 注塑温度对PC/ABS合金粗化性能的影响 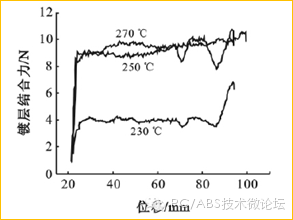
图2 注塑温度对合金镀层结合力的影响 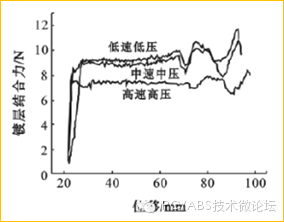
图4 注塑速度和压力对镀层结合力的影响 在相同注塑温度和模温度下,分别使用低速低压、中速中压、高速高压注塑制得高光板,其经粗化后的SEM照片如图3所示。从图中可以看出,速度压力由低到高,粗化样板表面孔洞的均匀度下降。这主要是因为高速高压会造成制件较大的内应力,从而影响粗化效果。而图4所示的低速低压和中速中压注塑所得试样的镀层结合力明显高于高速高压所得试样,这也很好的佐证了注塑速度和压力对粗化效果有一定的影响。 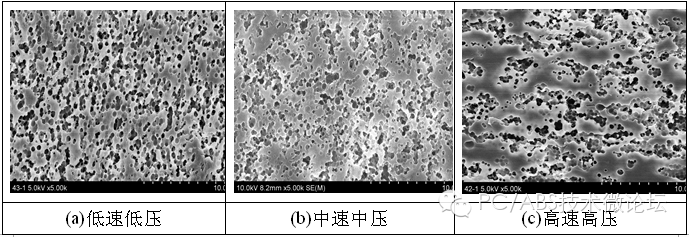
图3 注塑速度和压力对PC/ABS合金粗化性能的影响 此外,我们也研究了不同模具温度对试样粗化效果的影响。如图5所示,模具温度为80℃和120℃时,粗化试样表面的孔洞均匀程度明显好于40℃模温时。这还是因为模温太低造成试样内应力较大所致。 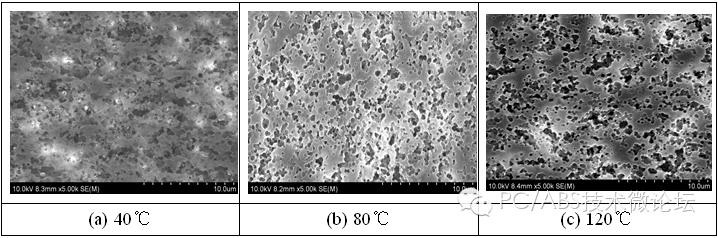
图5 模具温度对PC/ABS合金粗化性能的影响 通过以上研究我们再无法忽略注塑工艺对PC/ABS合金的粗化性能和镀层结合力所造成的影响。通过设定合适的注塑工艺,从源头上设法降低材料的内应力可明显提高合金的电镀性能。
|

 浙公网安备 33038202003923号
浙公网安备 33038202003923号