为了满足广大消费者视觉需求,中高端汽车内外饰使用电镀的产品越来越多。 在使用电镀材料时,常出现的不良有漏镀,电镀起泡,开裂,电镀结合力差等(如图Ⅰ)。那么除了考虑合理的产品设计外,影响这些电镀不良罪魁祸首当是浇口的设计方案是否优良。 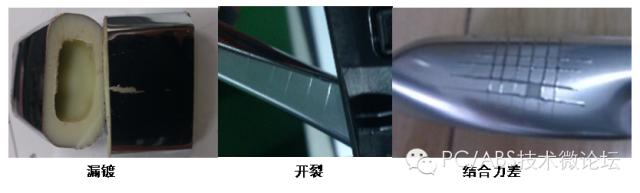
图Ⅰ 很多注塑厂家为了减少二次加工采用潜伏式点浇口进胶,在产品壁厚较厚时需要较大的保压及较长的保压时间。点浇口较小,封闭时间较短容易造成浇口附近的过保压,进而导致产品残余应力过大,直接引起产品电镀时开裂,起泡不良率100%。如图Ⅱ,点浇口直径¢1.5mm,充填压力最大达到127Mpa,残余应力更是达到70Mpa左右。 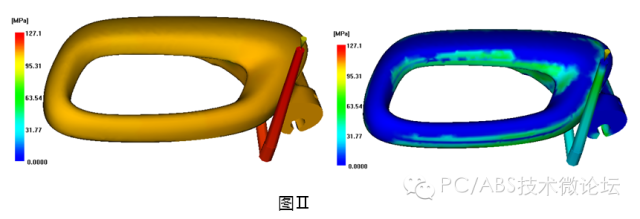
为了解决这个问题,除了提高材料的流动性及升高模温外,同时需要改变进胶方式如浇口加大。 从减少残余应力着手将浇口加大,我们用moldflow模拟一下加大浇口后的压力情况。 如图Ⅲ,点浇口直径加大至¢3.0mm 。充填压力最大到111Mpa,残余应力降低到60Mpa左右,但是从模拟情况可以看出,对注射压力及残余应力改善效果不是很好。 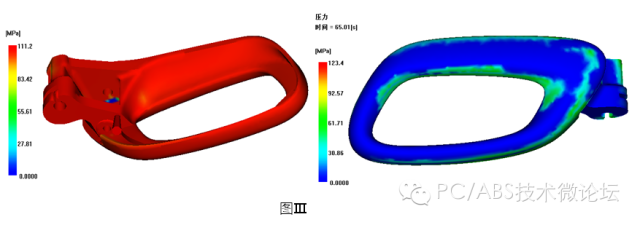
我们再将浇口改成有利于充填的侧浇口,浇口尺寸2.0 X 5.0mm,如图Ⅳ,改成侧浇口后充填压力降低到了近50%,残余应力更是降低了80%左右,修模后再次生产,产品良率达到90%以上。 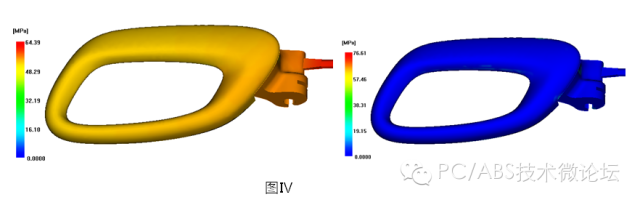
结论:点浇口的优点是可减少二次加工工序, 但在注塑电镀PC/ABS时,点浇口在高压高速充填中会产生较大的剪切热,导致产品易产生气痕,银丝等不良。同时也产生较大的残余应力,导致在电镀过程中出现漏镀,起泡等缺陷。侧浇口需要对产品进行剪料头后加工,增加了人力成本,但侧浇口有较大充填通道,可减少熔体充填阻力,减少剪切热,降低注射压力及注射速度。残余应力也有较大的改善,提高了产品生产良率为客户节约的成本更是巨大的。
|

 浙公网安备 33038202003923号
浙公网安备 33038202003923号